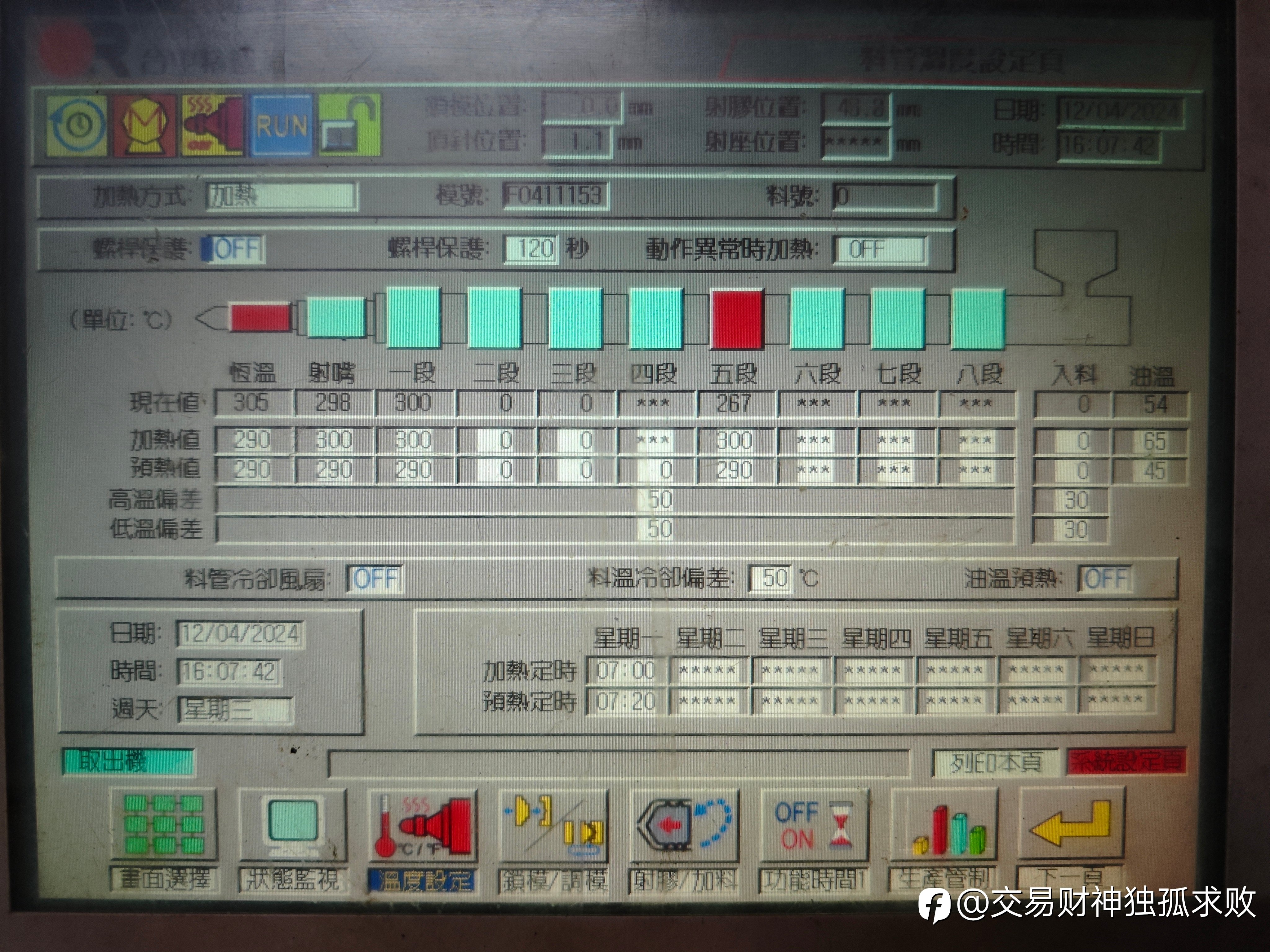
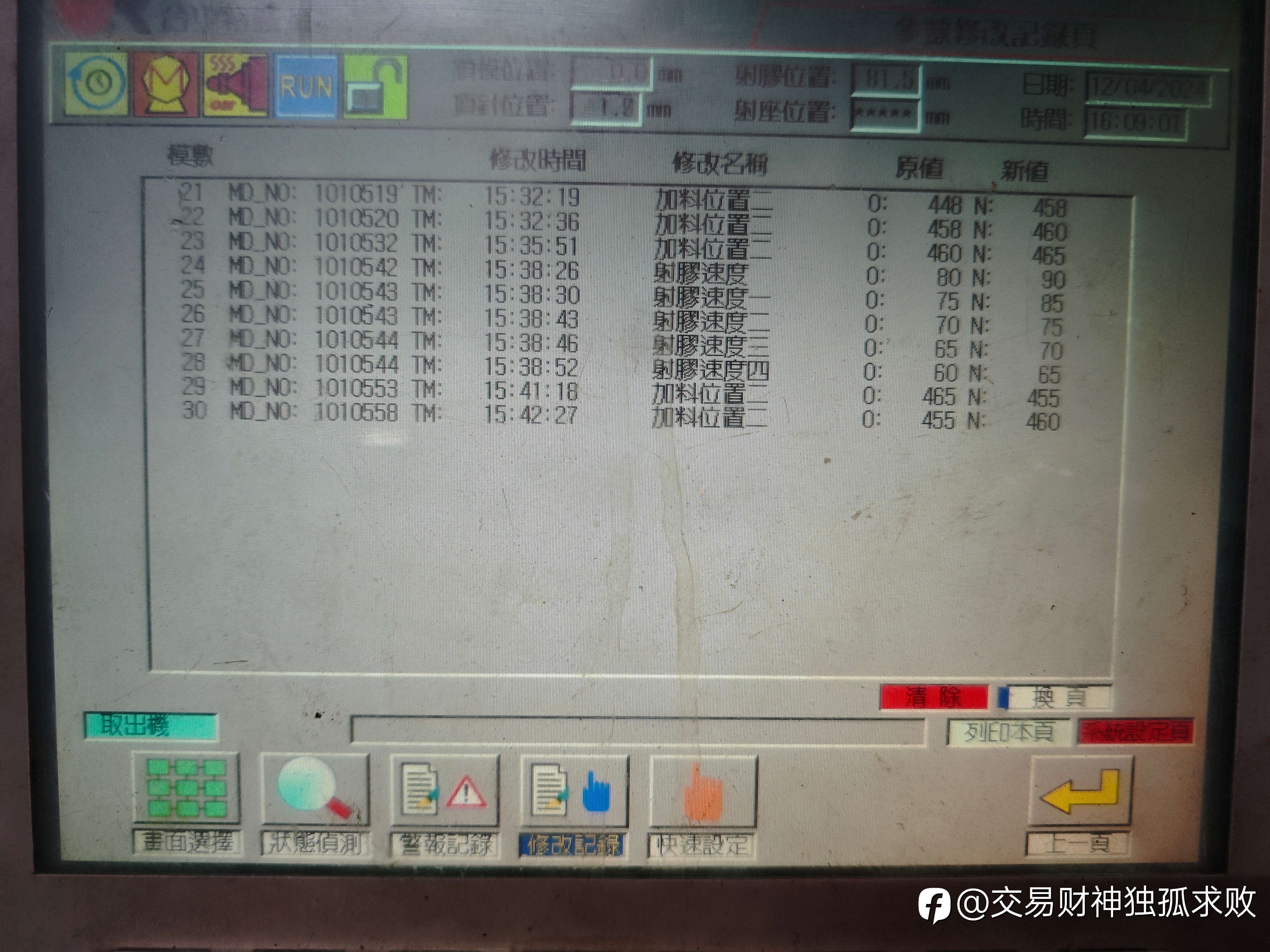
33机一模16产品初步调整参数,今天被一个叫yaojinjin的包装员折腾死,总是不停地叫槽口毛边和碎料头。先是将剂量逐步加到了47,料头饱了槽口毛边却大了。剂量降到44.5槽口毛边没了,但料头又不饱了。将领班模修都叫过来给她调过都是不行,后面屏孔毛边又出来了,只好修模,修了两次两个模号不同地方。最后,形成如下参数。思路降低了温度,提高了压力,提高了射速。降低温度可使塑胶液化不严重形成飞边少,提高压力和射速可使塑胶流动变快,快速填饱不饱模的位置。


免責事項:本記事で述べられている見解は著者の見解のみであり、Followmeの公式見解を反映するものではありません。Followmeは、提供された情報の正確性、完全性、信頼性について一切責任を負いません。また、書面で明示的に記載されている場合を除き、本記事の内容に基づいて行われたいかなる行動についても責任を負いません。

